
- Autor del texto – Fortunato J. Sanz
- Fecha – 15/12/2019
En esto de la mecánica no vale medir ‘a ojo’. Nuestra vista no es capaz de distinguir variaciones de centésimas de milímetro y, en la mayoría de los casos, en ese orden tenemos que trabajar en las operaciones de mantenimiento de nuestras motos. Cualquier error puede llevarnos fuera del rango del límite de servicio de una pieza con graves consecuencias para todo el motor.

![]() Las medidas y cotas de los componentes de nuestras motos influyen enormemente en su comportamiento y en la fiabilidad y precisión de la mecánica. Por ejemplo, las variaciones en la distancia entre ejes influirán en el comportamiento de la moto mientras circulamos con ella, de la separación entre electrodos de las bujías dependerá un correcto encendido, de la correcta separación de los taqués y de las holguras del árbol de levas afectará la exacta apertura de las válvulas en el momento preciso, etc.
Las medidas y cotas de los componentes de nuestras motos influyen enormemente en su comportamiento y en la fiabilidad y precisión de la mecánica. Por ejemplo, las variaciones en la distancia entre ejes influirán en el comportamiento de la moto mientras circulamos con ella, de la separación entre electrodos de las bujías dependerá un correcto encendido, de la correcta separación de los taqués y de las holguras del árbol de levas afectará la exacta apertura de las válvulas en el momento preciso, etc.
En la mayoría de los casos las medidas que tendremos que hacer serán en décimas o centésimas de milímetro para lo cual, obviamente, un metro nos va a servir de poco ya que precisaremos de herramientas especiales con la precisión adecuada para medir el elemento concreto. Consejo: de nuevo ojo con las demasiado baratas, posiblemente su precisión después de un par de usos sea poco fiable.
Las mediciones se pueden dividir en dos grandes grupos: las directas que se obtienen de las escalas de las herramientas de medición y las indirectas para las que se precisa una referencia previa a la medición en sí. Por otra parte también podemos establecer otras dos clasificaciones en función de la superficie a medir: las lineales (longitudes exteriores, interiores, alturas y profundidades) y las angulares. Otro aspecto de la medición es la precisión con la que se puede determinar la medida y deberemos distinguir entre dos conceptos: la apreciación es la medida más pequeña que puede leerse claramente mediante las divisiones marcadas en la herramienta (por ejemplo, con un metro corriente sería el milímetro) y la estimación es la parte de la medida que tendremos que calcular por aproximación al situarse entre dos divisiones marcadas en la herramienta (por ejemplo, con una cinta métrica corriente al medir 12 milímetros y medio).
Las más comúnmente usadas entre las de medición lineal directa son el metro, la regla graduada, el calibre o pie de rey, el micrómetro o palmer y las galgas de espesores, entre las de medición lineal indirecta el reloj comparador y entre las de medición angular el goniómetro.
Aunque cada vez más proliferan los instrumentos de medida con pantalla digital que muestra directamente la lectura, no está de más que repasemos los instrumentos de medida anqalógicos.
Herramientas de medida
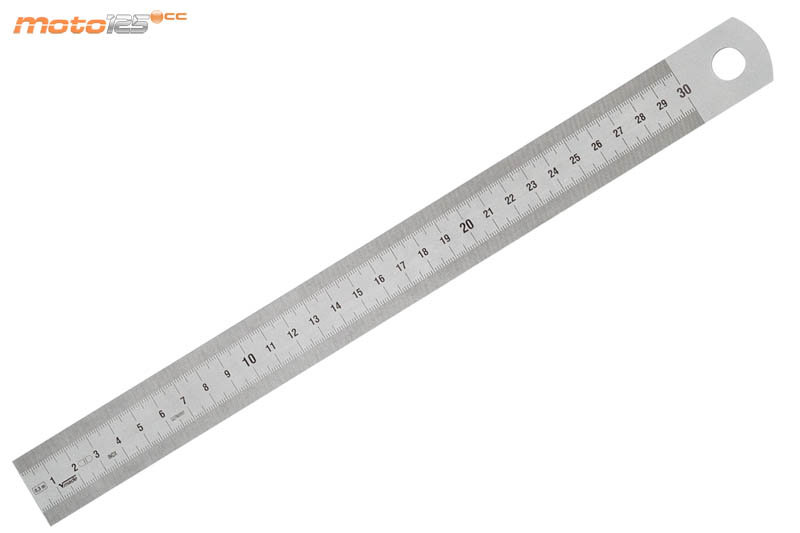 |
Regla Es la más común aunque de menor precisión al estar graduada en milímetros. La regla consiste en una lámina de material rígido de escasa longitud con la escala graduada impresa o troquelada en una de sus caras, siendo útil para pequeñas mediciones que no requieran gran precisión y para señalar medidas y marcas sobre las piezas. |
| Metro El metro –también graduado en milímetros- facilita la medición de longitudes mayores. Consiste en una cinta de acero flexible (de ahí que se le llame también flexómetro) de entre 1 y 5 metros sobre la que se imprime la graduación y que se enrolla dentro de un caparazón con un muelle interior (para facilitar su recogida) y un freno. |
 |
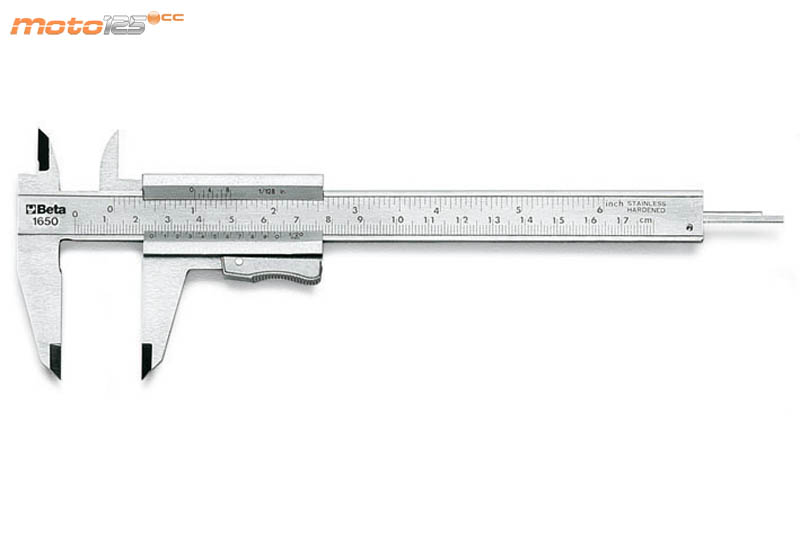 |
Calibre El calibre –o pie de rey– es una herramienta de medida directa de uso común. Los modelos ‘analógicos’ incluyen una graduación en milímetros con un nonio para obtener la décima de milímetro. En la actualidad se imponen los modelos ‘digitales’ en los que se muestra la medida como cifra en su pantalla incluso con más precisión. |
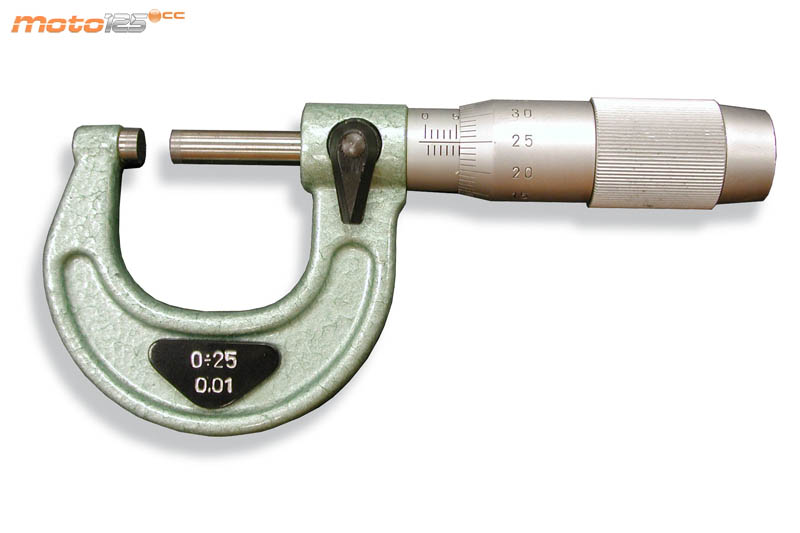
| Micrómetro El micrómetro –o pálmer– es una herramienta de medición directa con gran precisión. El más común es el destinado a medir espesores haciendo apoyar en ambas superficies un tope fijo y un husillo que avanza girando y que está conectado con la escala de medida o el sensor digital. |
 |
 |
Reloj Comparador El reloj comparador –o comparador a secas- se emplea para determinar desviaciones de medida o desplazamiento con gran precisión de una pieza respecto de una referencia (medición indirecta). La medida se realiza ‘palpando’ el desplazamiento un husillo que se mueve linealmente. |
| Soporte articulado Imprescindible para complementar al reloj comparador proporcionándole la posición fija o referencia necesaria para la medida. La fijación del soporte suele ser magnética gracias a potentes imanes de neodinio o por medio de palomillas. |
 |
|
Galgas Se trata de un conjunto de láminas metálicas con un espesor calibrado y marcado en cada una de ellas, dispuestas en abanico con saltos entre 0,05 y 1 mm. Se usan para medir la holgura o separación entre dos superficies introduciendo entre ellas la galga seleccionada con el espesor adecuado. |
| Manómetro Fundamental para controlar la presión de los neumáticos. Aunque muchos prefieren ahorrárselo utilizando el de las gasolineras, lo suyo es disponer de uno propio para que las medidas siempre estén referenciadas a un mismo instrumento (por ejemplo uno tipo bolígrafo). Imprescindible que la escala esté en kg/cm2 (prácticamente igual que un bar) y en psi (libras por pulgada). |
 |
 |
Compresímetro Básicamente se trata de un manómetro que mide la presión de compresión en la cámara de combustión para comprobar que no se pierde compresión por fugas en la estanqueidad de los segmentos o en la unión de la culata con el cilindro. El compresímetro requiere retirar la bujía y conectarlo a su orificio, haciendo girar el motor con el motor de arranque y el acelerador a tope durante unos segundos. La aguja del compresímetro registrará el valor máximo alcanzado. |
| Llave Dinamométrica Otra herramienta que no debemos olvidar en nuestro taller para apretar todas las uniones al par recomendado por el fabricante. Si nos quedamos cortos, esa unión puede aflojarse, mientras que si nos pasamos, corremos el riesgo de romperla. Lo normal es que la llave dinamométrica cuente con un cuadradito estándar para acoplar la llave de vaso necesaria. Una vez ajustado el par de apriete se procede a apretar el tornillo o tuerca, haciendo que un mecanismo salte cuando se alcanza dicho par. |
 |
Consejos
- Emplea las herramientas de medición con especial cuidado. No fuerces sus mecanismos y evita golpearlos. Su precisión te lo agradecerá.
- No mezcles las herramientas de medición con el resto de herramientas; podrían dañarse y perder precisión.
- No las uses para aquello que no fueron diseñadas; podrías dañarlas y obtener lecturas incorrectas.
- Antes de medir elimina la suciedad y rebabas que pudiera tener la pieza.
- Guárdalas en lugares secos protegidos de la luz y del calor.
- Mantenlas limpias y engrasadas periódicamente aquellas que lo requieran.
- No hagas mediciones sobre máquinas en movimiento.
Tomando Medidas con el Calibre
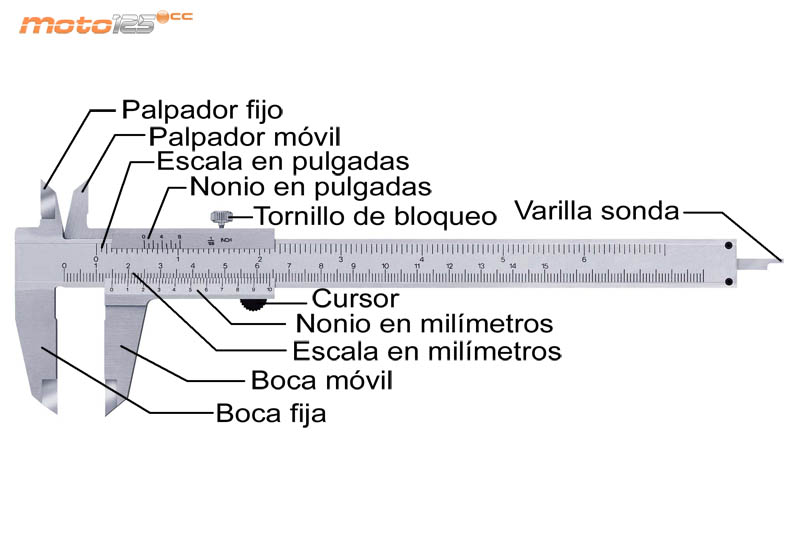
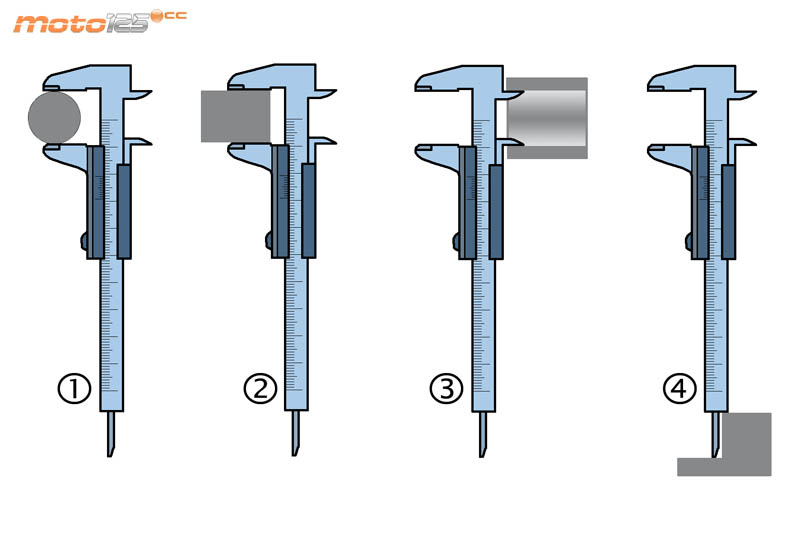
El calibre es la herramienta de medición más versátil que existe ya que permite realizar tres tipos de medidas diferentes: (1) diámetros exteriores utilizando las bocas, (2) espesores utilizando también las bocas, (3) diámetros interiores mediante los palpadores, y (4) profundidades recurriendo a la varilla sonda. Úsalo, siempre que no se requieran precisiones de la centésima de milímetro.
 |
.jpg) |
.jpg) |
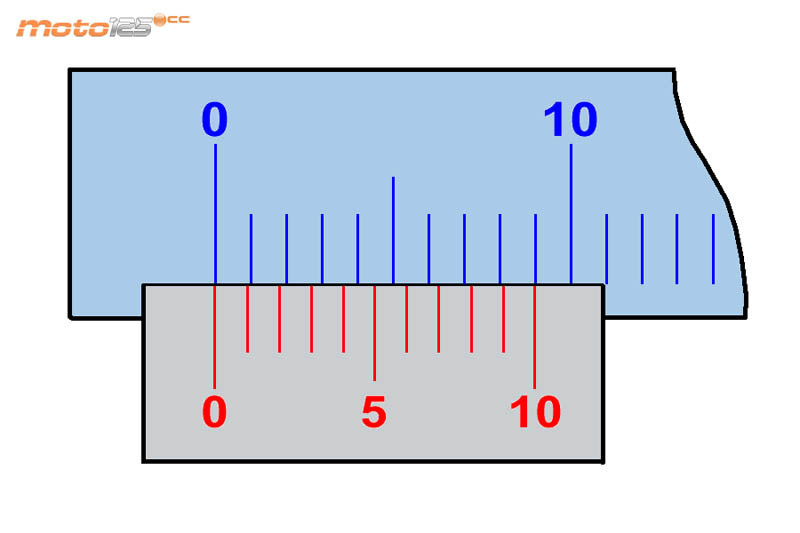
Escala Nonio o Vernier
El nonio de los calibres aumenta la precisión de medición de la escala fija. Se trata de otra escala paralela a la fija que divide o bien 9 mm de ella en 10 partes (precisión de 0,1 mm), 19 mm divididos en 20 partes (precisión de 0,05 mm), o 49 mm divididos en 50 partes (precisión de 0,02 mm).
Lo más habitual es el nonio de 9 mm dividido en 10 partes. Para obtener la medida en este caso nos fijaremos en dónde coincide la marca 0 del nonio con la graduación de la escala fija. De ahí obtendremos los milímetros. Si la marca 0 del nonio coincide con la graduación de la escala fija (también coincidirá la marca 10 del nonio con 9 mm más de la fija), la décima de milímetro es 0. Si por el contrario, la marca 0 del nonio se encuentra entre dos graduaciones de la escala principal, buscaremos la marca del nonio que mejor coincida con una de las marcas de la escala fija y tomaremos ese valor como la décima de milímetro.
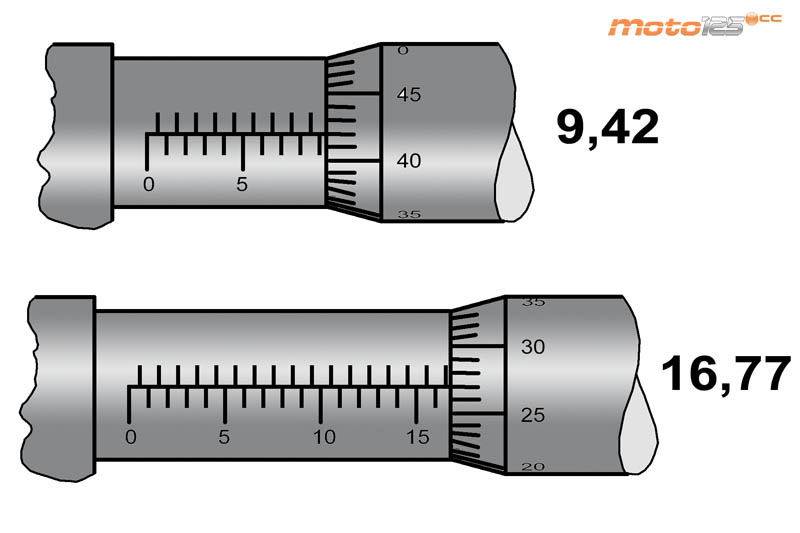
Tomando Medidas con el Micrómetro
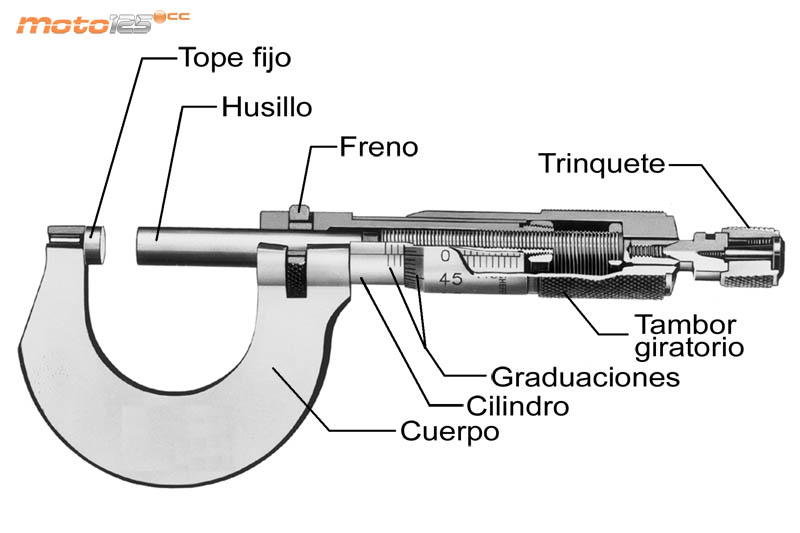
El espesor a medir se tomará apoyando en sus superficies el tope fijo y el husillo de forma que el micrómetro quede fijo. La lectura se hará sobre la escala fija grabada en el cilindro del mango, sobre el que gira un tambor con una graduación con la que se consigue hasta la centésima de milímetro (o milésimas si además está dotado de nonio). A la lectura de la escala fija en milímetros del cilindro habrá que añadir la lectura en centésimas del tambor giratorio. Generalmente cada giro del tambor son 0,5 mm, por lo que habrá que comprobar si se ha superado un medio milímetro de la escala superpuesta a la fija. Para evitar daños al micrómetro, se cuenta con un trinquete que debe usarse para girar el tambor desacoplando el movimiento del tambor cuando el husillo contacta con la pieza.
Ejemplos de Medidas
 |
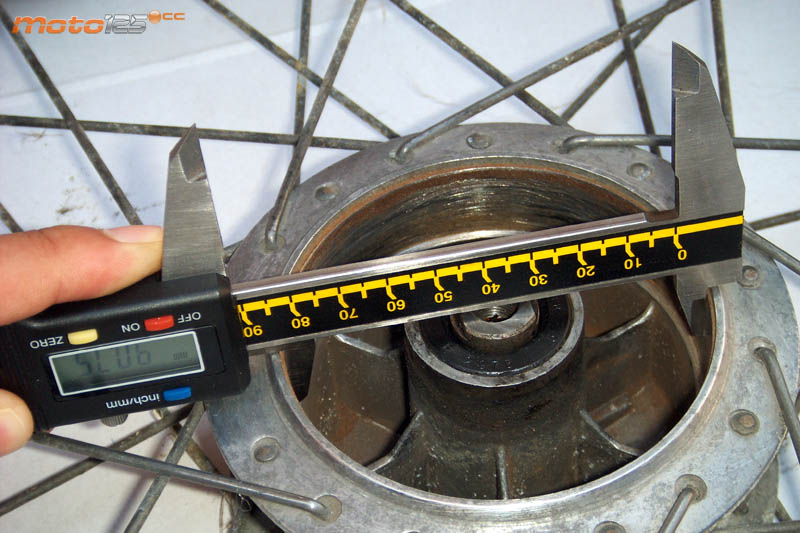
Diámetros Exteriores Usa las bocas del calibre para medir -sin demasiada precisión (décima de milímetro)- espesores o diámetros exteriores de piezas. Toma varias medidas en toda su perímetro para verificar que es homogéneo. |
| Diámetros Interiores Para diámetros interiores usa los palpadores del calibre sin forzarlos. Haz que el calibre pase por el centro para asegurar que mides un diámetro y no una cuerda. Toma diferentes medidas en diferentes diámetros para comprobar que no presenta ovalicidad. |
 |
 |
Espesores Usa el micrómetro para medir espesores en partes de piezas donde el calibre no llegue por precisión. No fuerces el micrómetro contra la pieza: usa el trinquete para girar el tambor. |
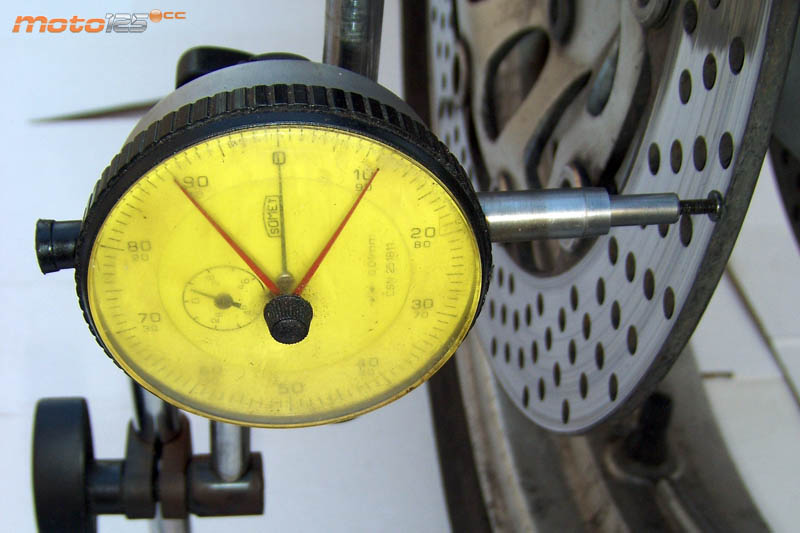
| Alabeo Axial Comprueba con un comparador el alabeo axial de los discos de freno o llantas. Apoya su palpador sobre la superficie del disco en una zona sin perforaciones. Gira la esfera para ponerlo a cero y gira la rueda para realizar la medición de toda la circunferencia del disco. El alabeo axial es la mitad de la lectura que obtengas. |
 |
 |
Alabeo Radial En este caso, sitúa el palpador del comprador sobre el canto del disco, pon a cero la aguja y gira la rueda. Evita que el soporte o el propio reloj se interpongan en el giro de la rueda y se dañen. Una opción es orientar la esfera hacia dentro y hacer la lectura desde el lado contrario. |
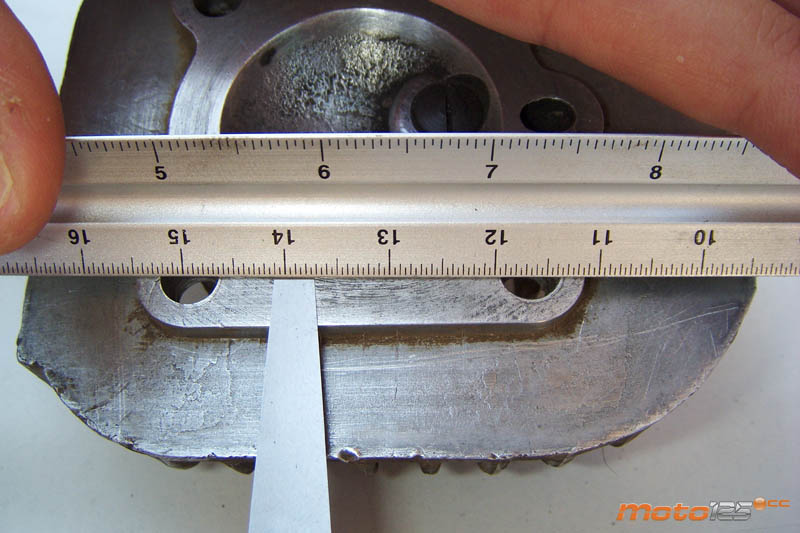
| Alabeo Superficial Combinando las galgas con una regla rígida podrás comprobar el alabeo de la culata. Si en alguna zona cabe una galga de más de 0,05 mm: mal asunto. Deberás comprobarlo apoyando la regla sobre cada uno de los bordes de la culata y en sus diagonales. |
 |
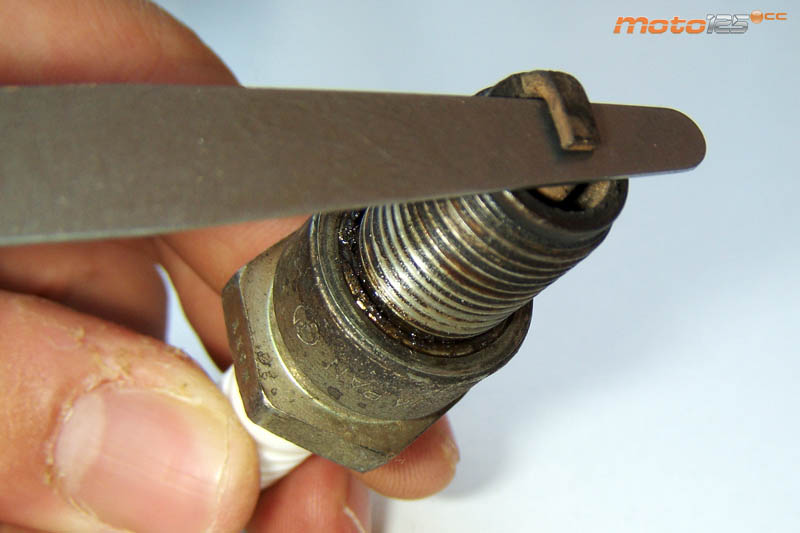 |
Separación de Electrodos Las galgas son muy útiles para comprobar la separación entre electrodos de una bujía. Si entra muy fácil es de poca medida y si no entra es muy ancha. La medida correcta será la de la galga que entre sin necesidad de forzarla pero con un mínimo de dificultad. |
| Juego de Válvulas Otro uso de las galgas es la medición de las holguras entre los taqués y las colas de válvulas (reglaje de válvulas). Cuando la leva deja de empujar el balancín, introduciremos la galga de la medida requerida por el fabricante entre la cola de la válvula y el tornillo del taqué; ajustaremos el tornillo hasta que toque la galga sin presionarla demasiado. |
 |



































